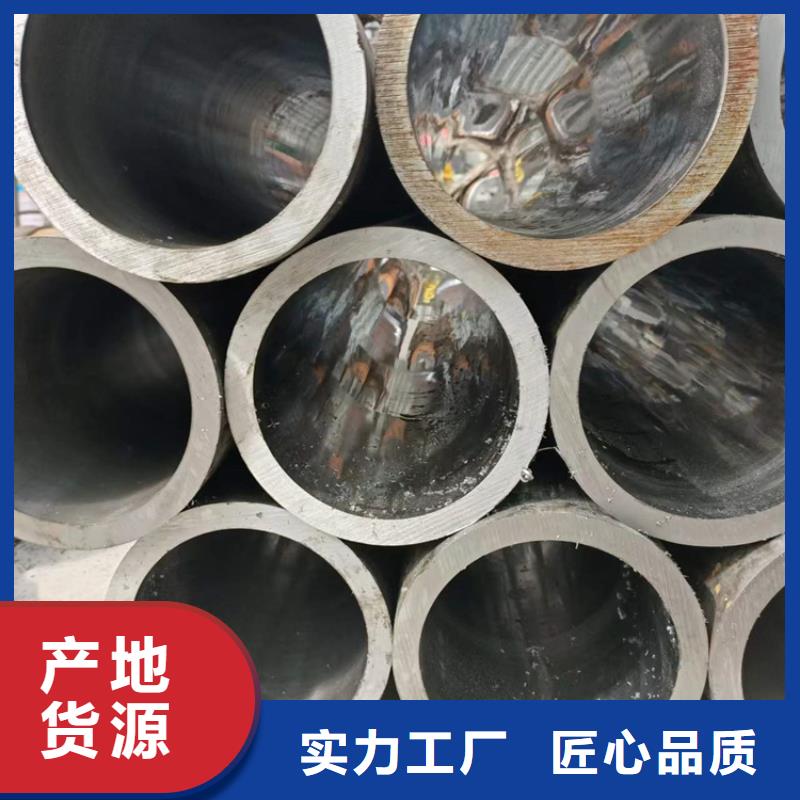
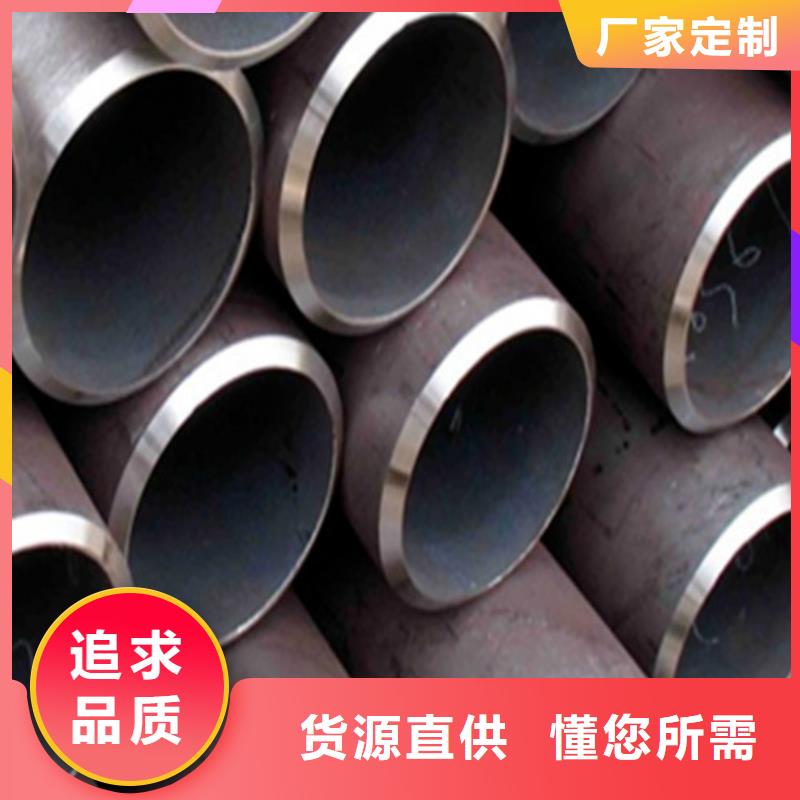
以下是:定做小口径珩磨管的产品参数
产品参数 产品价格 7元 发货期限 电仪 供货总量 不限 运费说明 2天 材质 钢铁 类型 绗磨管 产地 聊城 品牌 九冶 可定制 是 定做小口径珩磨管,九冶管业有限公司为您提供定做小口径珩磨管产品案例,联系人:李经理,电话:17706353138、17706353138,QQ:1958857549,发货地:丁块工业园发货到福建省 龙岩市 新罗区、长汀县、永定区、上杭县、武平县、连城县、漳平市。 福建省,龙岩市 龙岩市,别称闽西,福建省辖地级市,位于福建西部闽粤赣三省交界处, 是全国革命老区、原中央苏区核心区,是红军的故乡、红军长征的重要出发地之一,享有“二十年红旗不倒”赞誉,也是福建省重要矿区、林区,是海西品牌多的旅游区,是习近平生态文明思想的重要孕育地、实践地。总面积19028平方千米。截至2022年末,龙岩市常住人口为271.6万人。截至2023年6月,龙岩市辖2个市辖区、4个县,代管1个县级市,市人民政府驻龙岩市龙岩大道1号。
我们的现场实拍视频将带您走进定做小口径珩磨管产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:定做小口径珩磨管的图文介绍
方式方法有很多,比如采用采用绝热、耐火材料阻隔火焰直接灼烧珩磨管,从而降低热量的传递速度,减缓管材的局部温升和强度降低等等。借鉴这一原理,实际中用到的珩磨管防火措施也不少。主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。
福建龙岩九冶管业有限公司坐落在丁块工业园,公司拥有的员工队伍从高层管理到车间普通员工,他们的敬业精神配合我们人性化的考核式管理制度,从而保证我们的产品和服务能很好地呈现在客户面前。 公司的主营产品: 精密钢管等系列产品;福建龙岩九冶管业有限公司全体员工用自己的执著、诚信和尊严,精心打造每一件产品。欢迎广大客户来电来涵,莅临指导。我们期待着与您的合作,让我们携手共进!
薄壁气缸管生产厂所谓调质,一般是指含碳量在0.3-0.6%的中碳钢.一般用这类绗磨管制作的零件要求具有很好的综合机械性能,即在保持较高的强度的同时又具有很好的塑性和韧性,人们往往使用调制处理来达到这个目的,所以人们习惯上就把这一类绗磨管称作调质钢绗磨管调质与不调质的区分 45#绗磨管的调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定,45#绗磨管无需加工可直接用于液压油缸套缸体,油缸拉杆等液压油缸产品。绗磨精度高,内孔精度H7-H10,内孔粗糙度小于0.63nm,标准直线度小于0.3mm/m.。高精度珩磨管应用于液压,缸筒,管线,纺织,印刷,减震,精密轴套等高精度机械领域,45#绗磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果绗磨管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,绗磨管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办法。
珩磨管专业知识问答1、珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?
珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2、在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?
在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。3、珩磨管的表面粗糙度,一般是为多少?
珩磨管这一网站产品和关键词,其在表面粗糙度上,一般来讲,是为Ra0.4,而且,这也是必须要达到的,是其基本要求。如果,想要得到提高的话,那么,可以用细砂纸打磨,或是使用镜面加工设备,使其进行镜面加工,从而,来达到目的
绗磨管采用加工工艺
绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。 滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
在福建省龙岩市采购定做小口径珩磨管请认准九冶管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园)。